Zer da Fresaketa Trokoidea
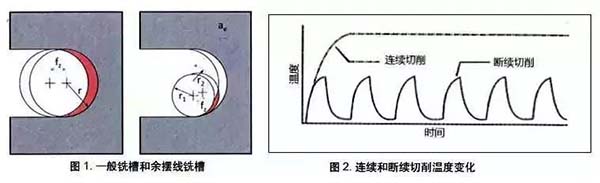
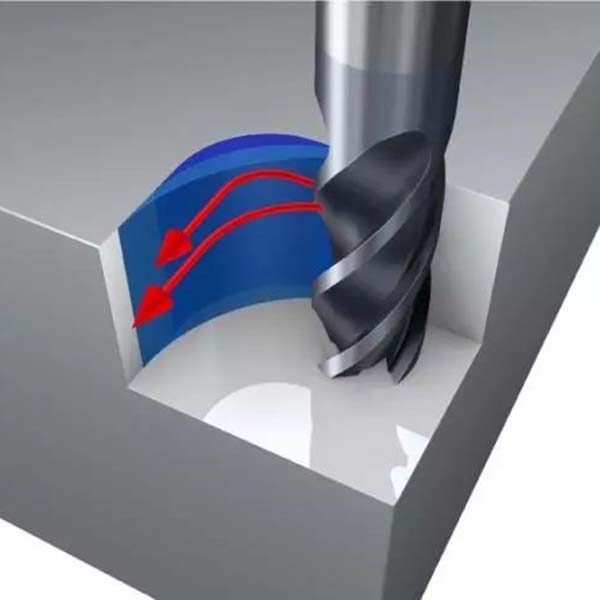
Amaiera-errotak planoak, zirrikitu eta gainazal konplexuak mekanizatzeko erabiltzen dira gehienbat. Torneatzeaz gain, pieza horien zirrikitu eta gainazal konplexuen prozesamenduan, bideen diseinua eta fresaren hautaketa ere oso garrantzitsuak dira. Zirrikitu fresatzeko metodo orokorra bezala, aldi bereko prozesatzeko arku kontaktuaren angelua 180°-ra irits daiteke gehienez, beroa xahutzeko baldintza txarra da eta tenperatura nabarmen igotzen da prozesatzeko garaian. Hala ere, ebaketa-bidea aldatzen bada, fresak alde batetik biratu eta bestetik biraka dezan, kontaktu-angelua eta bira bakoitzeko ebaketa-kopurua murrizten dira, ebaketa-indarra eta ebaketa-tenperatura murrizten dira eta erremintaren bizitza luzatu egiten da. . Horrela, ebaketa denbora luzez jarraitu daiteke, hala nola (1. irudia) fresaketa trokoidal deritzo.
Bere abantaila da mozteko zailtasuna murrizten duela eta prozesatzeko kalitatea bermatzen duela. Mozketa-parametroen aukeraketa arrazoizkoak eraginkortasuna hobetu eta kostuak murrizten ditu, batez ere mekanizatzeko zailak diren materialak prozesatzen direnean, hala nola, beroarekiko erresistenteak diren aleazioak eta material gogor handikoak, bere eginkizuna nabarmen jokatu dezake eta garapen potentzial handia du, eta hori izan daiteke. industriak gero eta arreta gehiago jartzen eta fresatzeko metodo trokoidala aukeratzen duen arrazoia.
 Abantaila teknikoak
Abantaila teknikoak
Zikloideari trokoide eta epizikloide hedatua ere deitzen zaio, hau da, zirkulu mugikorretatik kanpo edo barrutik kanpo dagoen puntu baten ibilbideari higitzen den zirkuluak labaintu gabe errodatzeko zuzen jakin bat luzatzen duenean. Zikloide luzea (laburra) ere dei daiteke. Prozesamendu trokoidala ilka-zabalera baino diametro txikiagoa duen muturreko errota bat erabiltzea da, arku erdiko zirrikitu bat bere alboko arkuaren zati txiki batean prozesatzeko. Hainbat zirrikitu eta gainazaleko barrunbe prozesatu ditzake. Modu honetan, teorian, amaierako errotak bera baino tamaina handiagoa duten zirrikituak eta profilak prozesatu ditzake, eta produktu sorta bat ere eroso prozesatu dezake.
Ordenagailuaren zenbakizko kontroleko teknologiaren garapenarekin eta aplikazioarekin, fresatzeko bide kontrolagarria, ebaketa-parametroen optimizazioa eta fresaketa trokoidalaren ahalmen anitzeko potentziala gero eta gehiago erabiltzen eta jartzen ari dira. Eta piezak prozesatzeko industriek kontuan hartu eta baloratu dute, hala nola aeroespaziala, garraio-ekipoak eta erreminta eta moldeen fabrikazioa. Batez ere industria aeroespazialean, erabili ohi diren titanio-aleazioak eta nikel-oinarritutako beroarekiko erresistenteak diren aleazio-piezek mekanizazio-ezaugarri zailak dituzte, besteak beste:
Erresistentzia termiko eta gogortasun handiak ebaketa-erremintari eustea edo deformatzea zailtzen dute;
Ebakidura-indar handiak xafla erraz kaltetzen du;
Eroankortasun termiko baxuak zaildu egiten du bero handia ebaketa-eremura esportatzea, non tenperaturak 1000ºC-tik gorakoak izaten diren askotan, eta horrek tresnaren higadura areagotzen du;
Prozesatzeko garaian, materiala sarritan xaflara soldatzen da, eta ondorioz ertza eraikitzen da. Mekanizatutako gainazaleko kalitate eskasa;
Austenita matrizea duten nikelean oinarritutako bero-erresistenteak diren aleazio materialen lana gogortzeko fenomenoa larria da;
Nikel-oinarritutako aleazioen mikroegiturako karburoek erremintaren higadura urratzailea eragingo dute;
Titanio aleazioek jarduera kimiko handia dute, eta erreakzio kimikoek kalteak areagotu ditzakete eta abar.
Zailtasun hauek etengabe eta leunki prozesatu daitezke fresaketa trokoidalaren teknologiaren laguntzarekin.
Erreminten materialen, estalduren, forma geometrikoen eta egituren etengabeko optimizazioaren ondorioz, kontrol sistema adimentsuen, programazio teknologien eta abiadura handiko, eraginkortasun handiko makina-erreminta funtzio anitzeko, abiadura handiko (HSC) eta eraginkortasun handikoen aurrerapen azkarra izan da. (HPC) ebaketa ere maila batera iritsi da. altuera berriak. Abiadura handiko mekanizazioak batez ere abiaduraren hobekuntza hartzen du kontuan. Eraginkortasun handiko mekanizazioak ebaketa-abiadura hobetzeaz gain, denbora osagarriaren murrizketa ere kontuan hartu behar du, hainbat ebaketa-parametro eta ebaketa-ibilbide arrazionalki konfiguratu eta mekanizazio konposatua egin prozesuak murrizteko, metalak kentzeko tasa denbora unitateko hobetzeko eta aldi berean, tresnaren bizitza luzatzea eta kostua murriztea, kontuan hartu ingurumena babestea.
teknologia perspektiba
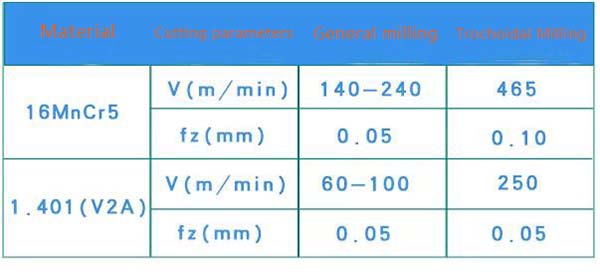
Aero-motorretako fresaketa trokoidalaren aplikazio-datuen arabera (beheko taulan erakusten den moduan), Ti6242 titaniozko aleazioa prozesatzen denean, bolumen-unitateko ebaketa-erreminten kostua ia% 50 murriztu daiteke. Gizon-orduak % 63 murriztu daitezke, erreminten eskaera orokorra % 72 murriztu daiteke eta erreminten kostuak % 61 murriztu daitezke. X17CrNi16-2 prozesatzeko lanaldia % 70 inguru murriztu daiteke. Esperientzia eta lorpen on hauek direla eta, fresaketa trokoidal metodo aurreratua gero eta alor gehiagotan aplikatu da, eta arreta jaso du eta mikro-zehaztasuneko mekanizazioaren esparru batzuetan ere aplikatzen hasi da.
Argitalpenaren ordua: 2023-02-22


