1. G73 (txirbil hausteko zikloa) zuloen diametroa baino 3 aldiz sakonagoko zuloak prozesatzeko erabiltzen da normalean, baina zulagailuaren pala luzera eraginkorra gainditu gabe. 2. G81 (azaleko zuloen zikloa) normalean zentroko zuloak zulatzeko erabiltzen da, txaflanak eta zulatzeko diametroa 3 aldiz gainditzen ez duten zuloak. Barne hozteko tresnen agerpenarekin, prozesatzeko eraginkortasuna hobetzeko, ziklo hau ere hautatuko da zulatzeko. 3. G83 (zulo sakoneko zikloa) zulo sakonak prozesatzeko erabili ohi da.
Makina ardatzaren erdiko hoztearekin hornituta dagoenean (ur irteera)
Tresnak erdiko hoztea ere onartzen duenean (uraren irteera)
Zuloak prozesatzeko G81 aukeratzea da aukerarik onena
Presio handiko hozgarriak zulatzean sortutako beroa kentzeaz gain, ebaketa-ertza garaiz koipeztatzen du. Presio altuak zulagailuak zuzenean hautsiko ditu. Sortutako txirbil txikiak ere zulotik isuriko dira presio handiko ur-fluxuarekin denboran, erremintaren higadura eta prozesatutako zuloaren kalitatea hondatzea saihestuz bigarren mailako ebaketak eragindakoa. Hozteko, lubrifikatzeko eta txirbilak kentzeko arazorik ez dagoenez, hiru zulaketa-zikloen artean irtenbiderik seguruena eta eraginkorrena da.
Xinfa CNC erremintek kalitate oneko eta prezio baxuko ezaugarriak dituzte. Xehetasunetarako, mesedez bisitatu:CNC Tresnen Fabrikatzaileak - Txinako CNC Tresnen Fabrika eta Hornitzaileak (xinfatools.com)
Prozesatzeko materiala zaila da txirbil apurtzea, baina beste lan baldintza onak dira
Ardatz erdiko hozterik ez dagoenean (ur irteera)
G73 erabiltzea aukera ona da
Ziklo honek txirbil haustea lortuko du etenaldi labur batean edo atzerapen distantzia txiki batean, baina zulagailuak txirbilak kentzeko gaitasun ona izan behar du. Txirbilaren zirrikitu leunago batek txirbilak azkarrago isurtzea ahalbidetuko du hurrengo zulaketaren txirbilekin korapilatzea saihesteko, eta horrela zuloaren kalitatea suntsituko da. Aire konprimitua txirbil osagarri gisa erabiltzea ere aukera ona da.
Lan baldintzak ezegonkorrak badira
G83 erabiltzea da aukerarik seguruena
Zulo sakonak prozesatzeak zulagailuaren ertza azkarregi higatzea eragingo du, ezin delako denboran hoztu eta lubrifikatu. Zuloko txirbilak ere zaila izango da garaiz isurtzea, sakoneraren ondorioz. Txirbilaren zirrikituetan hozgarria blokeatzen badute, erremintaren bizitza asko murrizten ez ezik, txirbilek prozesatutako zuloaren barruko horma zakartu egingo dute bigarren mailako ebaketa dela-eta, eta are gehiago, ziklo gaiztoa eragingo du.
Erreminta erreferentziako altuerara igotzen bada -R distantzia laburra zulatu ondoren -Q, egokiagoa izan daiteke zuloaren behealdetik gertu prozesatzen denean, baina denbora asko beharko da zuloaren lehen erdia prozesatzeko. alferrikako hondakinak eragiten dituena.
Ba al dago metodo optimizatuagorik?
Hona hemen G83 zulo sakoneko zikloa erabiltzeko bi modu
1: G83 X_ Y_ Z_ R_ Q_ F_
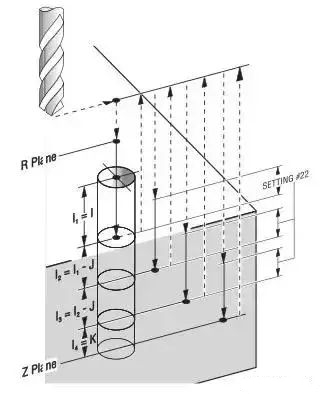
2:G83 X_ Y_ Z_ I_ J_ K_ R_ F_
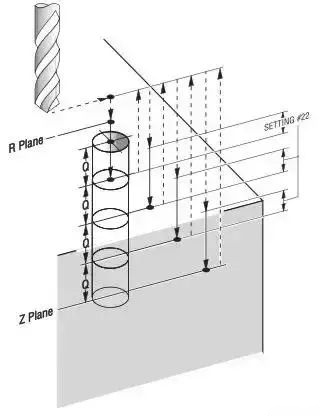
Lehenengo metodoan, Q balioa balio konstantea da, hau da, zuloaren goialdetik behealdera, sakonera bera erabiltzen dela prozesatzeko bakoitzean. Prozesatzeko segurtasunaren beharra dela eta, baliorik txikiena hautatu ohi da, eta horrek metala kentzeko tasa txikiena ere esan nahi du, eta prozesatzeko denbora asko alferrik galtzen da.
Bigarren metodoan, ebaketa bakoitzaren sakonera I, J eta K hurrenez hurren adierazten dute:
Zuloaren goiko aldean lan-baldintza ona denean, I balio handiagoa ezarri dezakegu prozesatzeko eraginkortasuna hobetzeko;
Prozesatzeko zuloaren erdiko lan-baldintza batez bestekoa denean, pixkanaka J balio txikia erabiltzen dugu segurtasuna eta eraginkortasuna bermatzeko; Prozesatzeko zuloaren behealdean lan-baldintza txarra denean, K balioa ezartzen dugu prozesatzeko segurtasuna bermatzeko.
Benetako erabileran, bigarren metodoak zure zulaketaren eraginkortasuna % 50 handitu dezake eta kostu zero!
Argitalpenaren ordua: 2024-07-22


